




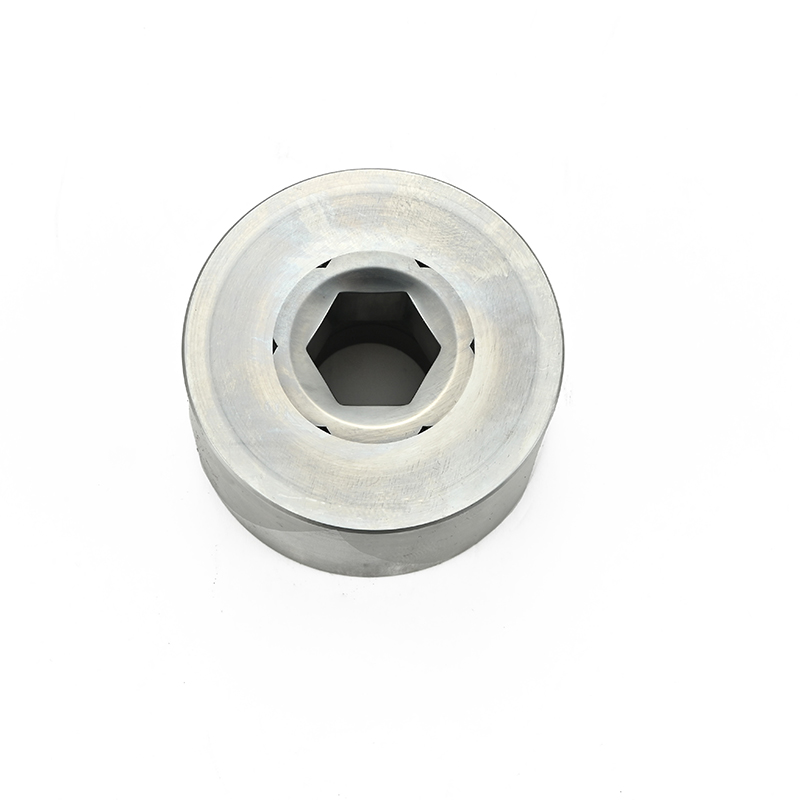


Hex Built-up Die Core
| Пункт | Параметр |
| Місце походження | Гуандун, Китай |
| Назва бренду | Нісан |
| Матеріал | VA80,VA90, KG6, KG5, ST7, ST6, карбід |
| Технологія | CAD, CAM, WEDM, CNC, вакуумна термообробка, 2.5-розмірне тестування (проектор), твердомітер тощо.(HRC/HV) |
| Час доставки | 7-15 днів |
| OEM і ODM | 1 шт |
| Розмір | Індивідуальний розмір |
| Упаковка | PP + невелика коробка та коробка |
Карбідна матриця:
1. Прямий отвір плашки
2. Екструзійна матриця
3. Сегментовані шестигранні матриці
4. Різак і ніж
5. Індивідуальні штампи
Сегментні матриці можуть поставлятися як вставки, так і у вигляді комплектних штампів із карбіду вольфраму або спеціальних сталей.Широко визнані переваги змінних сегментованих лез для продовження терміну служби інструменту.Усі інструменти проходять сертифікацію перед відправкою клієнтам.
Як ефективна та швидкозростаюча компанія, Nisun активно пропонує ексклюзивні шестикутні сегментовані форми.Продукція, що надається, широко відома в усьому світі завдяки нашій найкращій якості та простому монтажу.Ці форми виготовляються професіоналами-інноваторами та передовими технологіями та використовуються для виготовлення різних типів кріпильних елементів у різних галузях промисловості.Крім того, ми також можемо надати продукти різних розмірів відповідно до потреб клієнтів.
1. Виберіть матеріал і розмір вольфрамової сталі, щоб гвинти або гайки зліпили правильно.
2. Відповідно до різниці у складності формування, розміру, довжині гвинтів і гайок, конструкція матриці повинна бути спроектована розумно, багатостанційна та гайкова форма слід розподіляти на розумній основі за часом деформації та формування.
3. Форма має чудову майстерність, точний розмір, діаметр отвору, який відповідає вимогам до дзеркальної обробки.
4. Запас розподілу напруги перешкод, виберіть відповідний розмір конусності сплаву.
5. Сталева втулка повинна бути жорсткою і добре нагріватися, а діапазон твердості після вакуумної термічної обробки повинен бути в межах 45℃-48℃.
6. Тримайте отвір матриці та поверхню дроту чистими та гладкими, холодно витягнутий дріт має бути міцно прибитий після відпалу кульки.
7.Ми використовуємо алмазний круг для шліфування циклу та кінця вольфраму.





